
联系我们

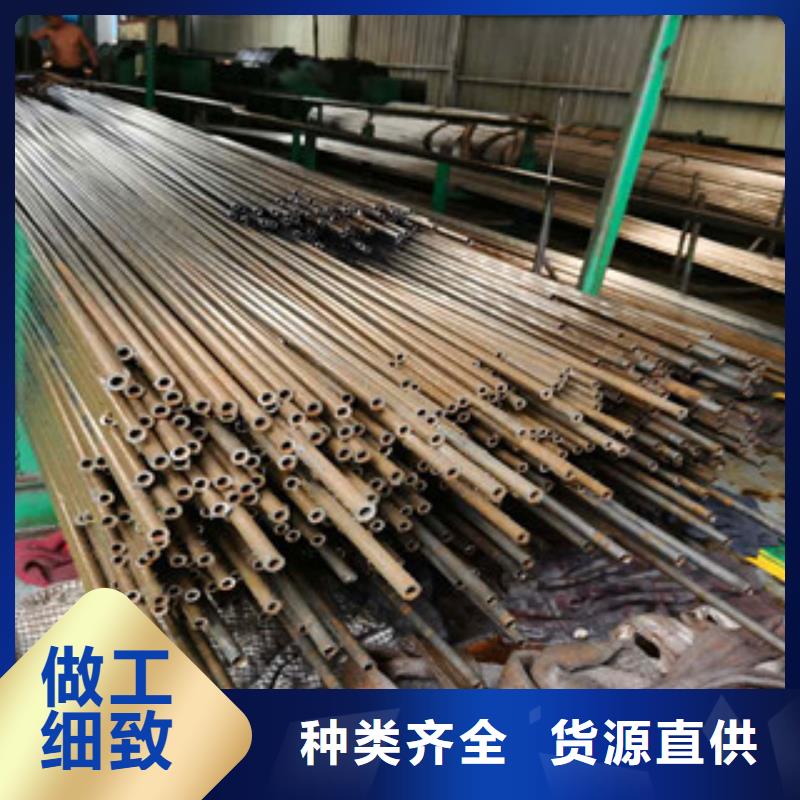
精密无缝钢管16Mn精密管厂家拥有先进的设备
更新时间:2025-07-24 09:34:03 ip归属地:本溪,天气:多云转晴,温度:24-31 浏览次数:97 公司名称:聊城 龙丽金属材料(本溪市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 433 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
| 范围 | 精密无缝钢管16Mn精密管拥有先进的设备供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 溪湖区、明山区、南芬区等区域。 |



精密钢管使用介绍:
在确定要选用的精密钢管类型时,主要考虑的是所要求的审美标准、所在地大气的腐蚀性以及要采用的清理制度。
然而,其它应用越来越多的只是寻求结构的完整性或不透水性。例如,工业建筑的屋顶和侧墙。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。
在干燥的室内环境中使用430精密钢管效果相当好。但是,在乡村和城市要想在户外保持其外观,就需经常进行清洗。在污染严重的工业区和沿海地区,表面会非常脏,甚至产生锈蚀。但要获得户外环境中的审美效果,就需采用含镍精密钢管。所以,304精密钢管广泛用于幕墙、侧墙、屋顶及其它建筑用途,但在侵蚀性严重的工业或海洋大气中, 采用316精密钢管。
现在,人们已充分认识到了在结构应用中使用精密钢管的优越性。有几种设计准则中包括了304和316精密钢管。因为"双相"精密钢管2205已把良好的耐大气腐蚀性能和高抗拉强度及弹限强度融为一体,所以,欧洲准则中也包括了这种钢。
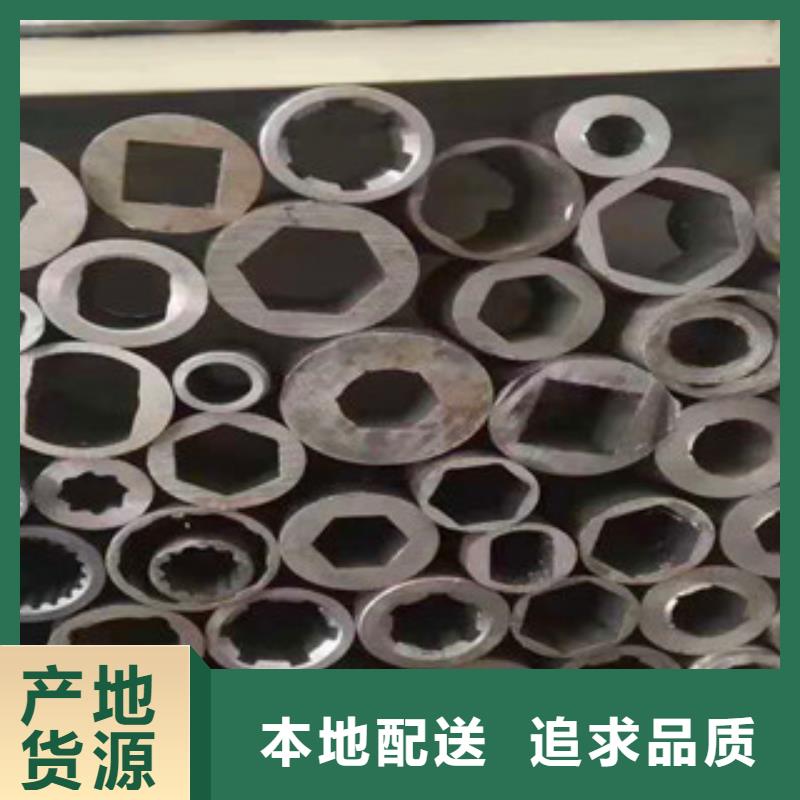
产品形状
实际上,精密钢管是以全标准的金属形状和尺寸生产制造的,而且还有许多特殊形状。常用的产品是用薄板和带钢制成的,也用中厚板生产特殊产品,例如,生产热轧结构型钢和挤压结构型钢。而且还有圆型、椭圆型、方型、矩型和六角型焊管或无缝钢管及其它形式的产品,包括型材、棒材、线材和铸件。
表面状态
正如后面将谈到的,为了满足建筑师们美学的要求,已开发出了多种不同的商用表面加工。例如,表面可以是高反射的或者无光泽的;可以是光面的、抛光的或压花的;可以是着色的、彩色的、电镀的或者在精密钢管表面蚀刻有图案,以满足设计人员对外观的各种要求。


精密钢管分类
无缝精密钢管因其制造工艺不同,又分为热轧(挤压)无缝精密钢管和冷拔(轧)无缝精密钢管两种。冷拔(轧)管又分为圆形管和异形管两种。无缝精密钢管,又因其用途不同而分为如下若干品种:
1.GB/T8162-1999(结构用无缝精密钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢、20#、45#钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
2.GB/T8163-1999(输送流体用无缝精密钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20#、Q345等。
3.GB3087-1999(低中压锅炉用无缝精密钢管)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝精密钢管。代表材质为10#、20#钢。
4.GB5310-1995(高压锅炉用无缝精密钢管)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝精密钢管。代表材质为20G、12Cr1MoVG、15CrMoG等。



公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,龙丽金属材料(本溪市分公司)激流勇进,不断进行技术改造, 精拉无缝钢管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。


精密钢管二辊斜轧穿孔坯料的生产
在由两个同向旋转且辊轴交叉倾斜的轧辊、两块导板(或导盘)以及顶头构成的孔型中把实心管坯穿轧成空心毛管的工序(见管坯穿孔)。1884年由德国曼内斯曼(R.&M.Mannesmann)兄弟发明。他们在锻道圆坯的实践中发现,圆坯在边旋转边压缩的过程中,中心会出现破裂,形成不规则的小孔——孔腔(cav1ty),由此得到启发,设想用二辊斜轧法来生产无缝管。开始采取无顶头斜轧,获得的管子内孔很小且很粗糙,不能应用,后来改为加顶头斜轧获得了成功。后人又对导向工具、轧辊形状和数量等做了改进,相继出现了带导盘的二辊斜轧穿孔、三辊斜轧穿孔、菌式穿孔机穿孔以及盘式穿孔机穿孔等。
二辊斜轧穿孔机的变形区大致可分为4个区域(见图)。
1区主要作用是为穿孔做准备和顺利地实现一、二次咬入(见斜轧穿孔原理)。由于轧辊入口锥表面有锥度,沿穿孔方向(轴向)前进的管坯逐渐在径向受压缩,被压缩部分的金属一部分向横向(导板方向)流动,使坯料断面由圆形变成椭圆形,而表层金属向轴向延伸,因此在坯料前端会形成一个喇叭口状的凹陷,此凹陷和定心孔一起保证了穿孔时顶头鼻部对准坯料中心,以减小毛管前端的壁厚不均。
Ⅱ区为穿孔区。主要作用是穿孔,即使实心坯变成空心的毛管。该区从金属与顶头相遇开始到与顶头圆锥带始端接触为止,主要是压缩壁厚,被压缩的金属向横向和纵向流动,但横向流动受到导板的限制,所以纵向延伸变形是主要的。在穿孔机上穿孔毛管可有很大的延伸系数, 到5以上,这是斜轧穿孔的特点。
Ⅲ区为展轧区。该区顶头母线和轧辊母线近似平行,主要作用是展轧(均整)管壁,改善管壁的尺寸精度和内外表面质量。
Ⅳ区为转圆区。该区的作用是靠轧辊旋转加工把椭圆形的轧件转圆。该区长度很短,变形属塑性弯曲变形


